螺旋钢管加厚的工艺过程是:管端加热(在缝式炉或感应加热器中)→加厚(用卧式锻造机或水压锻造机)→冷却→检查。根据被加厚管的尺寸、加厚形式和加厚压缩量的不同,所采用的加热次数和加厚的道次也不一样,有一次加热一次加厚,或一次加热二次加厚。为了消除因加厚所造成的加厚端与管体的性能不均现象,螺旋钢管在加厚后通常要进行整体热处理。管端加厚的工艺参数主要有:加厚前管端加热温度t始、加厚结束后管端温度t终及管端变形长度L端:
t始=Ac3+(400-450)℃ t终=Ar3+(40-80)℃ L端=(1.05-1.10)L
式中L为计算所得的理论变形长度。
使用过程中钻杆的失效主要出现在加厚端与管体的过渡区,因此,过渡区的尺寸至关重要。
管端强化热处理 即通过热处理使管端车丝部分的强度高于管体强度一个级别。管端强化热处理工艺包括管端加热、淬火(介质为压缩空气、水雾等)和回火等。
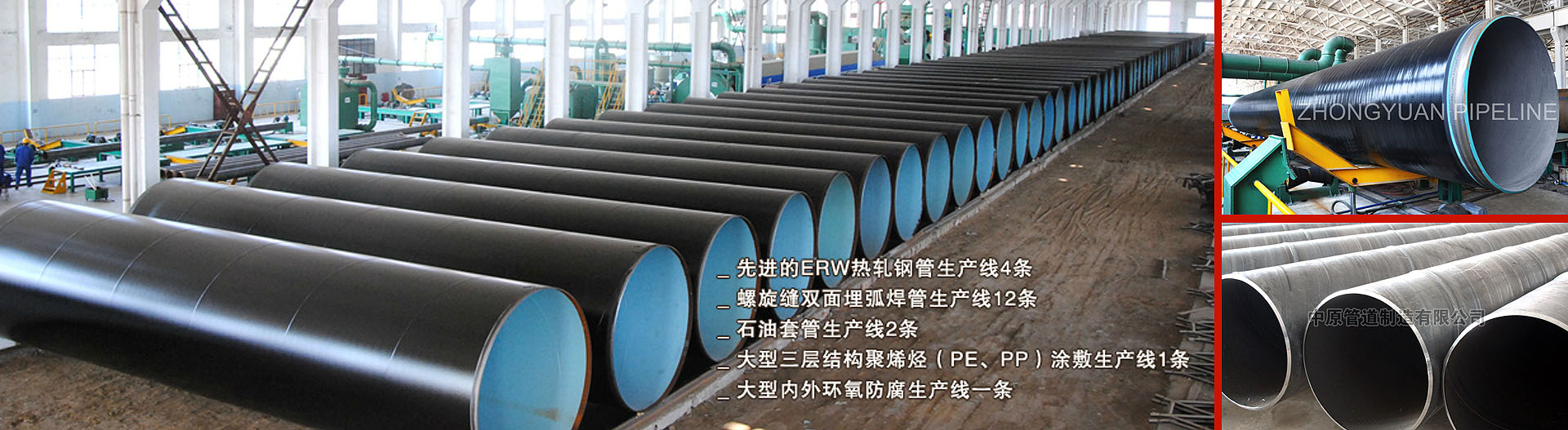
螺旋钢管
管端倒棱用于输送矿物、气、油、水等介质的管道,通常是由螺旋钢管一根根地焊接起来的。为便于管间焊接,对管端外角需进行倒棱(见图)。根据螺旋钢管用途不同,α角大小及钝边ζ值也不同,一般α=30。
为保证管端倒棱后α及ζ尺寸精确,要求螺旋钢管不圆度及壁厚不均尽可能小。螺旋钢管厂在管端加工时,管端倒棱和螺旋钢管切断在同一台机床上进行。国际上先进的切管机均具有倒棱的功能。石油管接箍的加工在专门的机床上完成,除接箍料的定尺切断外其他工序同管端加工类似。

 19933768888
19933768888 冀公网安备 13092502000647号
冀公网安备 13092502000647号