服务热线:19933768888

作者:来源:访问:0时间:2021-03-04
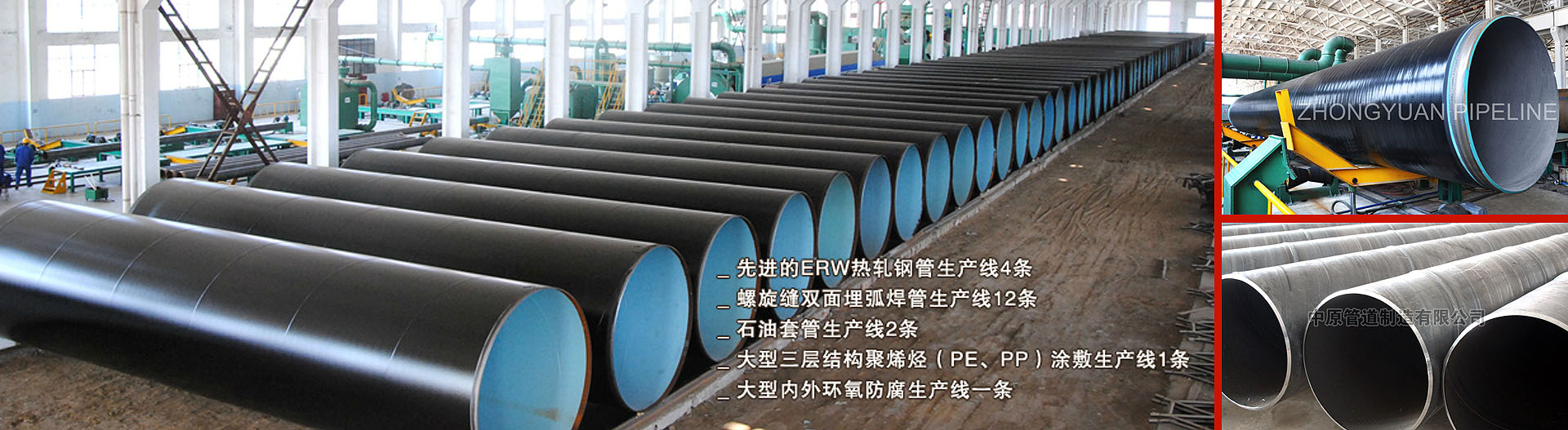
热浸塑钢管厂家铣边选用全主动、高速起浮式铣边机,对焊板两纵向边进行双面铣削,使之抵达加工要求。该铣边机具有焊板主动对中功用,铣头具有起浮仿形跟踪功用,可根据焊板的平度情况主动调整铣头方位,使其抵达加工工艺要求的破口标准,保证焊板两头具有相同坡口形状和标准。

 19933768888
19933768888电话:13603176700
E-mail:329956929@qq.com
qq:329956929
地址:河北·盐山县·城南工业区
Copyright @ 2015-2016 版权所有:中原管道制造有限公司 ICP备案号:冀ICP备11001651号-12  冀公网安备 13092502000647号
冀公网安备 13092502000647号